Involute numerical control elbow based on Delta 20PM motion controller
1 Introduction
Pipe plastic processing is a processing technology that uses pipe as a blank to make pipe parts through plastic processing methods. Since the plastic processing of pipes is easy to meet the requirements of lightweighting, strengthening and toughening, low consumption, high efficiency and precise manufacturing of plastic forming products, it has become an important direction for the research and development of advanced plastic processing technology for the 21st century.
2 CNC pipe bending
2.1 Bending process
There are many different bending processes in practice, and there are many different classifications from different angles. In engineering, it is usually divided into cold bending and hot bending according to whether heating is performed during bending, and can be divided into cored elbows and coreless elbows according to the presence or absence of filler during bending. Moldless bending means that the bending deformation area of ​​the pipe is not directly affected by the mold, and the final shape is determined by the relative movement of the tool and the workpiece, which is a highly flexible and flexible processing method. Molded bending refers to the bending of the pipe through the rigid mold directly acting on the bending deformation area.It is required that the size of the part of the rigid mold can compensate the bending springback that occurs after the workpiece is unloaded.It is a highly repeatable and fast processing method. . Several new processes for tube bending include thermal stress bending; moldless bending based on tool motion control; superposition bending; CNC machine tool bending, etc.
2.2 CNC pipe bending
CNC bending pipe clamps the pipe on the bending die and rotates with the bending die. When the pipe is pulled through the pressing block, the pressing block will bend the pipe around the bending tube, which belongs to the forming die bending process. The traditional winding process is mostly manual winding, which is inefficient and difficult to guarantee quality. With the development of CNC machine tool industry, the use of advanced CNC pipe bending machine to achieve the bending process can greatly improve production efficiency and ensure product quality. Because the process parameters can be easily adjusted, the CNC pipe bender can accurately and steadily complete the bending, feeding, cornering and other actions, ensuring the bending accuracy of the control parts. The CNC pipe bending machine can automatically and continuously form space bending parts with different radii of curvature. Combined with the corresponding database software system, the control program can also modify the bending springback in advance. However, the mold structure of the process (see Figure 7) is relatively complex, the quality of the parts is sensitive to the process parameters, and requires sufficient preliminary preparation and trial production work. Especially in the case of bending thin-walled control parts, if the process parameters are not properly selected, it is easy to wrinkle and cause the scrap of parts or even molds. How to obtain these process parameters efficiently and accurately to fully guarantee the quality of the pipe bending products is a research hotspot of the CNC winding process.
3 CNC bending system
3.1 System composition
Based on Delta's mechatronics platform, the CNC bending equipment has a total of six motion axis systems. The process requires that two of the axes require linear interpolation, the two axes require circular interpolation, and the other two axes have no special requirements. The PLC controller selects 32EH00T2 and 20PM00D, and the display part selects the 10.4-inch touch screen DOP-AE10THTD1, as shown in Table 1.
Table 1 CNC bending system configuration
name | model | Quantity |
Touch screen man-machine interface | DOP-AE10THTD1 | 1 |
PLC | DVP-32EH00T2 | 1 |
Motion Controller | DVP-20PM00D | 1 |
Servo drive | Mitsubishi | 6 |
3.2 20PM motion controller
The core of the elbow control system is composed of Delta motion controller DVP-20PMMOOD. Delta DVP-20PM00D is a programmable controller with special functions for motion control. The biggest feature of DVP-20PM00D is that the PLC host directly provides electronic cam function, or DVP-20PM00D is a PLC with built-in electronic cam function, so some places directly call DVP-20PM00D as Delta 20PM motion controller. 20PM has two 500KHz inputs and outputs. In the electronic cam function, the X axis is defined as the slave axis, and the encoder input axis is the master axis. After the CAM Table is defined, the slave axis follows the master axis movement according to the defined curve. Adopt high-speed dual-CPU structure and use independent CPU to process motion control algorithm, which can well realize various motion trajectory control, logic action control, linear / circular interpolation control, etc. CNC pipe bending machine uses 20PM motion control The electronic cam function of the device solves the problem of complex motion trajectory control.
4 20PM CNC pipe bending programming
4.1 Bending mode
According to the requirements of elbow processing, two elbow process models were developed, as shown in Figure 1.
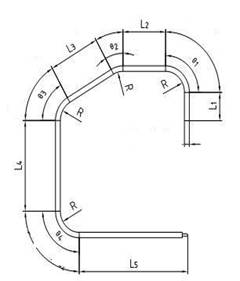
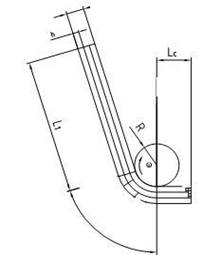
Bending mode A mode Bending mode B mode
Figure 1 Elbow mode
4.2 Process flow
The equipment is divided into manual and automatic modes. In manual mode, it mainly includes equipment return to origin, cantilever fixed-length forward / backward, cantilever fixed-length ascent / descent, and manual bending mode when bending short pipes.
The automatic process of the device is divided into A mode and B mode, corresponding to the following A process and B process, respectively. The switching between the processes is completed by man-machine. In the specific implementation, the PLC is the main controller, which is used to control the selection and jump of the process, and at the same time, the PM is commanded by the PLC to complete the work undertaken by the PM.
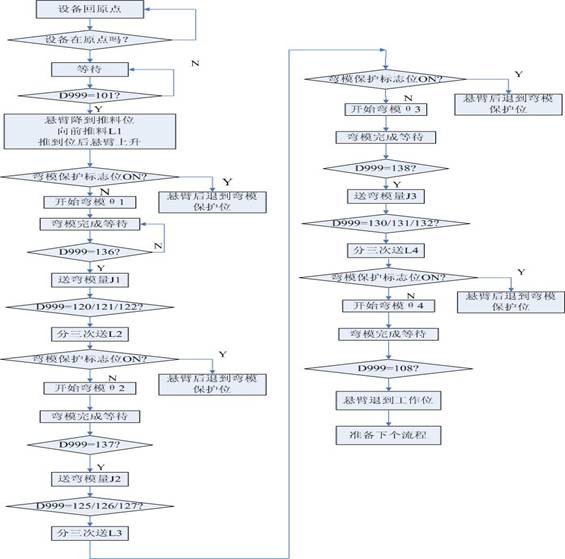
Figure 2 Flow chart of bending mode A mode
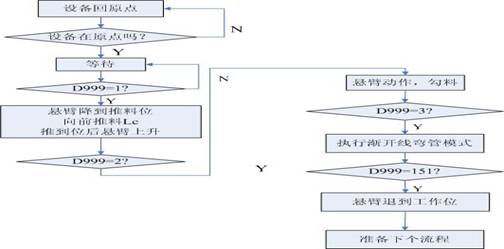
Figure 3 Flow chart of bending mode B mode
4.3 Involute coordinate calculation
Since 20PM itself does not support the involute interpolation function, in the specific implementation, the involute is divided into multiple points according to the bending angle, the coordinates of each point are calculated by man-machine, and finally the PM is done by linear interpolation Realize the functions required by users. The specific involute equation given at the time:
X = (R + H) * sinα + (L-α * R) * cosα
Y = R- (R + H) * cosα + (L-α * R) * sinα
Among them, L, R, H are constants, which can be set by man-machine
In the calculation, in order to prevent the influence of the macro command written on the execution speed of the man-machine, the calculation of coordinates is realized through the screen cycle macro, so that it will not affect the operation speed of other pages of the man-machine. The following is the macro command: BMOV ($ 88, (2 @ D664), 2)
BMOV ($ 90, (2 @ D144), 2)
## X = (R + H) * SINθ + (LR * θ) COSθ
## Y = R- (R + H) * COSθ + (LR * θ) SINθ
#Initialization
IF $ 58 <= $ M56 (Signed DW)
$ 112 = SIN ($ 58) (Signed DW)
$ 116 = COS ($ 58) (Signed DW)
$ 66 = FCNV ($ 58) (Signed DW)
$ 60 = FCNV ($ M50) (Signed DW)
$ 62 = FCNV ($ M52) (Signed DW)
$ 64 = FCNV ($ M54) (Signed DW)
$ 120 = FDIV ($ 66, 180.0) (Signed DW)
$ 124 = FMUL ($ 120, 3.14) (Signed DW)
$ 128 = FMUL ($ 124, $ 62) (Signed DW)
## R + H
$ 108 = FADD ($ 62, $ 64) (Signed DW)
## LR * θ
$ 132 = FSUB ($ 60, $ 128) (Signed DW)
## (R + H) * SINθ
$ 136 = FMUL ($ 108, $ 112) (Signed DW)
## (LR * θ) COSθ
$ 140 = FMUL ($ 132, $ 116) (Signed DW)
## (R + H) * COSθ
$ 144 = FMUL ($ 108, $ 116) (Signed DW)
## (LR * θ) SINθ
$ 148 = FMUL ($ 132, $ 112) (Signed DW)
##start calculating
## X
$ 152 = FADD ($ 136, $ 140) (Signed DW)
## Y
$ 156 = FSUB ($ 62, $ 144) (Signed DW)
$ 160 = FADD ($ 156, $ 148) (Signed DW)
## Angle since plus one
$ 58 = $ 58 + 1 (Signed DW)
## Convert to integer and store
$ 164 = iCNV ($ 152) (Signed DW)
$ 168 = iCNV ($ 160) (Signed DW)
$ 170 = $ 88-$ 164 (Signed DW)
$ 172 = $ 90-$ 168 (Signed DW)
* $ 200 = $ 170 (Signed DW)
* $ 900 = $ 172 (Signed DW)
$ 200 = $ 200 + 2 (DW)
$ 900 = $ 900 + 2 (DW)
ELSEIF $ 58 <120 (Signed DW)
$ 58 = $ 58 + 1 (Signed DW)
* $ 200 = 400 (Signed DW)
* $ 900 = 400 (Signed DW)
$ 200 = $ 200 + 2 (DW)
$ 900 = $ 900 + 2 (DW)
ELSE
## Assign to PM and re-initialize
BMOV ((2 @ D3000), $ 500, 240)
BMOV ((2 @ D3600), $ 1000, 240)
$ 58 = 0 (DW)
$ 200 = 500 (DW)
$ 900 = 1000 (DW)
SETB $ 50.0
endif
end
5 Conclusion
The Delta PM20 motion controller is closer to a professional CNC system in performing circular interpolation and continuous motion flow, and has advantages that PLC can't compare with. Although it has certain flexibility with PLC in terms of flexibility in executing program flow the distance.
Bending parts made of pipes, whether they are flat bending parts or space bending parts, are widely used in metal structures in addition to a large number of gas and liquid transportation pipelines. Therefore, the tube bending process is an important field that has received much attention and has been rapidly developed. It is of great significance to carry out research in this area.
Line Array Speakers,Linear Array Loudspeakers,Active Linear Array Sound Bar,Sound Linear Array Loudspeakers
The ASI Audio Technology Co., Ltd , https://www.asi-sound.com