1 Introduction
A limited liability company in Qinghai invested in a new 1 million ton / year coking project. Because of its location on the plateau, in order to improve productivity and ensure the continued safe and stable operation of the system, the company selected the widely used ABB AC800F system. ABB AC800F dcs system is a control platform based on Industrial IT (Industrial IT), which has a high level of industrial automation, uses open integrated controllers, the latest technology and standards, has a total of information, high engineering efficiency, advanced and scalable Program, open communication, plug and play, etc. At the same time, it has an open integrated controller and a globalized data management system, which is the world's leading automatic control system that combines the advantages of DCS and PLC.
2 Introduction
The company is a comprehensive large-scale privately-owned enterprise group integrating mining, mineral processing, metallurgy and coal chemical industry. In order to adapt to the harsh environment, taking into account the informationization and automation of modern enterprises, and the need for sustainable development, the latest technology was applied to the newly built 1 million ton / year coking project, and the ABB AC800F control system was selected. Control platform, and based on fieldbus, improve the company's information and automation level. The I / O module selects the S800 series as the distributed process station, which makes the work easier.
3 Features of AC800F controller
The AC800F controller is a world-leading automation control system launched by ABB. It integrates the advantages of dcs and PLC, and supports multiple international fieldbus standards. It not only has the dcs complex analog loop adjustment capability, friendly human-machine interface (HMI) and convenient engineering software, but also has high-speed logic and sequence control performance equivalent to the high-end PLC indicators. The system can be connected to conventional I / O, as well as various field bus devices such as Profibus, FF, CANModbus, etc. The system has a high degree of flexibility and excellent scalability, whether it is the control of small production equipment or the ultra-large-scale integrated control of the whole plant, even for cross-factory management and control applications, it can cope with it smoothly. After the system is upgraded to V7.1 or above, the system capacity can reach an infinite number of points (more than 1 million I / O). In the future, if the system needs to be expanded, I / O or fieldbus instruments can be added directly on this basis. , Conducive to future development. The AC800F system upgrades the ABB control system from the traditional process automation control concept to a factory production management system based on the informationization of the whole plant. Its purpose is to provide users at all levels with the needs they need at the most appropriate time and the most suitable angle The most accurate and detailed information enables them to operate the factory production efficiently. The system can be divided into operation management level and process control level. Operation management level includes operating station OS, engineering station ES, and gateway GS.
At the operation management level, not only can the traditional control system monitoring operation functions (predefined and free-form dynamic screen display, trend display, pop-up alarm and operation guidance information, report printing, hardware diagnosis, etc.) be realized, but also can complete the recipe management and Management functions such as data exchange. The process control level can consist of one or several process stations, each of which includes AC800F and extended I / O S800 units.
Both the process station CPU and the I / O unit can be configured as a redundant or non-redundant system. The system has various I / O modules that can be connected to various process signals on site.
Compared with other distributed control systems, combined with the development history of the AC800F control system, we summarize the new technologies of the system as follows:
(1) Open fieldbus technology
Although the project does not use fieldbus-type field instruments for the time being, in order to facilitate future development of users, we have reserved a bus hardware interface. In terms of software, the Profibus template of the ABB AC800F controller supports DPV1. Compared with the pure DP standard module, the standard module increases the configuration capability of the instrument, so that there is no need to install special configuration software for various instruments. Only the device parameter file (GSD file) of each instrument can be imported. Under the unified system programming software, it can program and configure the parameters of all PA standard instruments, which effectively saves software costs and improves the efficiency of engineering configuration.
(2) Open control function
The system controller uses a RISC processor chip, and the program adopts the task operation mode. Each task can set the operation cycle and operation priority. Therefore, it can not only meet the requirements of complex regulation loop control (generally requires a longer control cycle), but also meet the fast electrical switching control, so that one controller can cover the control requirements of all links in the factory. A large number of user-defined control function blocks are reserved during programming. According to future production needs, users can add or subtract functions themselves. The application of the IEC61131-3 programming standard allows users to quickly become familiar as long as they have some basic knowledge The system is programmed.
(3) System global database technology
The core technology of the system's global database is "decentralized storage, global management". The system programming software only generates a project file for the project. Although each controller opens a certain space as a data variable storage area, the system programming software only exchanges data between the operator station and the process station for a global system variable table. There is no need to convert and program the database to direct access. The modification and inspection of variables are also system-wide. The configuration of the process station and operator station of the system is a set of software. The installation and commissioning of the automatic control part of the entire project only took two or three weeks, which is a very important factor.
(4) Open TCP / IP protocol
Ethernet technology in the operator station, engineering station and process TCP / IP protocol Ethernet module, so that the system can be connected to the factory LAN without adding equipment, because the system supports the standard DDE and OPC data exchange standards, so that the system and various Data exchange with third-party databases or software will be easier.
(5) The system is easy to expand
The system software has no resource restrictions. If users need technical transformation in the future, they need to add new control points and process stations. The engineer station software does not need to be re-purchased. When programming, only add a few resources under the original project file project tree, which facilitates the user's future system Expansion and long-term development.
(6) Chinese interface
The system menu, operation panel, system character table and system prompt information are all in Chinese.
4 Characteristics of S800 I / O station
Industrial IT's I / O modules are intelligent modules with their own CPU. Their main functions are to perform signal conditioning and A / D, D / A conversion, and complete various data including linearization and engineering unit conversion. Pretreatment.
As a distributed process I / O station, S800 I / O is a modular design, economical, flexible, easy to install, wiring, and can be directly connected to the drive system. Its modules and terminals can be combined in any way to suit different space and application requirements.
S800 I / O can communicate with higher-level control systems via Profibus DP or ABB AF100 fieldbus. At the same time, it can be connected with ABB transmission equipment, the status of the module has status display and other reality, and it can also be diagnosed remotely through the field bus. The data scans the I / O module according to a certain period through the field bus, and the scan period is set to 4-108ms according to the module type. S800 I / O has full redundancy, including bus interface module redundancy and bus media redundancy I / O module redundancy. Disturbance-free switching can be achieved, and all outputs can be forced or preset. The I / O modules are locked with the terminal block through the mechanical lock key, and all modules can be plugged and unplugged with power on. Provide intrinsically safe modules and HART communication, convert HART protocol to Profibus-DP V1, and at the same time can use DTM for configuration. All modules and channel status displays are easy to be diagnosed. All modules are injection molded and the protection level is IP20. The S800 I / O station is rail-mounted, which can be installed horizontally or vertically. Compact and expandable terminals can be mixed together. The use of extension cables can make the installation more flexible to meet the requirements of different installation spaces.
5 System composition plan
The system is equipped with four process stations and eight operator stations: the engineer station uses industrial control PCs (or portable computers can also be used) as debugging equipment. According to the coal chemical process and the site layout, we have established a total of 4 process stations; the system The operator station runs on an industrial PC and is based on the operating interface developed by the all-Chinese Digivis software package on the MS Windows NT platform. Its graphical operating interface enhances the use and operating functions of the system. In addition, it can also increase the external device indicators of the PC such as: display, printer, mouse and keyboard, etc., to make the system operation more convenient. According to the requirements of the factory, one or two operator stations are established for each of the four process stations. Each operator station can only monitor and operate the information of the corresponding process station. The specific structure is shown in Figure 1.
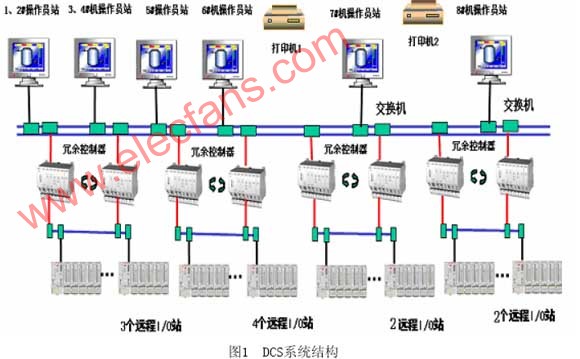 The entire system is designed to be safe and reliable. Industrial Ethernet adopts a redundant network topology structure with high reliability and security. When the operator station and engineer station are shut down one or all, as long as the process station is not stopped, the system will not be stopped; and the process station uses dual-machine hot backup In the redundant mode of the controller, a battery can be placed in the EI module of the controller. This battery can maintain 20 milliseconds of normal operation in the case of power failure. When one controller fails, the system will automatically switch to another controller Smooth switching and synchronization between the master and slave AC800F controllers, so the entire system is very safe. Not only the controller can be redundant, all inputs and outputs support redundant configuration, which can further improve the reliability of the system. But if using input and output redundancy will increase the cost, so we only use the controller redundancy.
The entire system is designed to be safe and reliable. Industrial Ethernet adopts a redundant network topology structure with high reliability and security. When the operator station and engineer station are shut down one or all, as long as the process station is not stopped, the system will not be stopped; and the process station uses dual-machine hot backup In the redundant mode of the controller, a battery can be placed in the EI module of the controller. This battery can maintain 20 milliseconds of normal operation in the case of power failure. When one controller fails, the system will automatically switch to another controller Smooth switching and synchronization between the master and slave AC800F controllers, so the entire system is very safe. Not only the controller can be redundant, all inputs and outputs support redundant configuration, which can further improve the reliability of the system. But if using input and output redundancy will increase the cost, so we only use the controller redundancy.
The AC800F controller system communication template is a standard TCP / IP protocol Ethernet module, so that the system can be connected to the enterprise LAN without adding equipment. Because the system supports standard DDE and OPC data exchange standards, the system can communicate with various third-party databases or Software data exchange will be easier, bringing convenience to real-time data management on site and enterprise information management system.
6 Process realization
According to its technological process, it will be divided into: "coke screening system", "coal preparation", "desulfurization and sulfur recovery", "ammonium sulfate", "eluted benzene", "comprehensive water supply", "biochemical treatment", "coking" , "Refrigeration Station", "Air Compression Station", "Tank Area" and other post stations. In the system design, the flow chart is designed with the post station. We have made a lot of macro libraries in the screen, which is not only convenient for us to draw the operator screen, but also can ensure the unity and beauty of the screen. A number of dynamically displayed bar graphs have been made on the operating interface of the operator station, which not only visually describes the changes of the variables, but also avoids the operator's visual fatigue, and many graphic symbols have also been made on the screen. These graphic symbols can not only represent the current variable status, but also the operator can call the operation panel of the corresponding variable through these symbols, and use the software logic control to control the pump switch, manual automatic switching, and the predefined value or operation value of the variable .
The coke oven is a key in the coking industry. The temperature in the furnace directly affects the quality of the coke produced. Therefore, we must ensure that the temperature in the furnace is stable within a reliable range. Therefore, the pressure control of the coke oven flue and the gas main We have adopted a compound control method, that is, feedforward plus feedback / manual switching to achieve control requirements. Temperatures such as the liquid level in the eluted benzene condensate storage tank, the temperature of the top of the steam distillation tower and the PH value of ammonium water have been automatically adjusted. Because the SP value (set value) of many adjustment circuits is an uncertain number , Need to be different according to the requirements of different periods; in the design of PID adjustment and manual / automatic switching, we design SP to track PV when manual, and adjust the process value according to the SP value during switching when automatic, so that when the operator is manually adjusted When the process value is switched to automatic, the process value can be adjusted immediately. It is helpful for the operator to further explore ways to improve work efficiency.
On the operation interface of the operator station, making trend charts of important variables such as “bottom pressure of ammonium distillation tower†and “level of regeneration tower†is helpful for the operator to observe the trend of important data intuitively. We use the signal sequence function to record the change process of each operation. The fastest scan cycle is two milliseconds, so that we can clearly record the data change sequence. When an accident occurs, we can refer to these data to analyze the cause of the accident . We have also created a database to cumulatively record important variables in the process of "coal preparation", "coke screening", "tank area", etc. Enterprises can analyze the production process based on the data, optimize the production process, and continuously improve efficiency.
The OPC standard software interface is designed in the system, which provides the foundation for the on-site data management of the enterprise. At the same time, it provides guarantee for enterprises to realize information management.
7 Summary
Now the plant has been put into production. According to the design requirements, the whole system is designed to produce 1 million tons of coke per year. The dcs control system provides a guarantee for achieving this goal. The ABB AC800F distributed control system runs stably and reliably, and at the same time brings convenience to enterprise information management. Practice has proved that the dcs control system has made contributions in improving labor productivity, improving product quality, and avoiding accidents. The economic benefits brought to the company are very considerable, and user satisfaction has been achieved.
As soon as our company was established, the small size 4 Wire Resistive Touch Screen was first put into production,it range in size from about 2 inch to 22 inch,we provides a wide range of customization options to meet your requirements, including screen size, FPC outlet location, length, ITO glass thickness, LOGO and matte anti newton ring, bright surface treatment such as anti newton ring.we supply the best Resistive Touch Screen,commercial Touch Screen ,Glass touch screen, POS touch screen,GPS Touch Screen,Car touch screen,no drifting touch screen,stable touch screen,long life touch screen,high sensitive resistive touch screen,cheapest resistive touch screen.If you're interested 4 Wire Resistive Touchscreen ,we are your best choice.
Our 4 wire resistive touch screen picture show:






4 Wire Resistive Touch Screen
Monitor Touch Screen Panel,4 Wire Touch Screen Panel,Laptop Touch Screen,Usb Controller Touch Screen,4 Wire Resistive Touchscreen,Best Touch Screen
ShenZhen GreenTouch Technology Co.,Ltd , https://www.bbstouch.com